Creality CR6 SE

|
Name: CR6 SE Vetrieben durch: Diverse Hersteller: Creality Kategorie: 3D Drucker Material: Alu Druckgröße: 235x235x250mm Besonderheiten: Heizbett, Touch Display, Boden Extruder, Autoleveling Preis: 440€ Link zum Shop: Creality Shop |
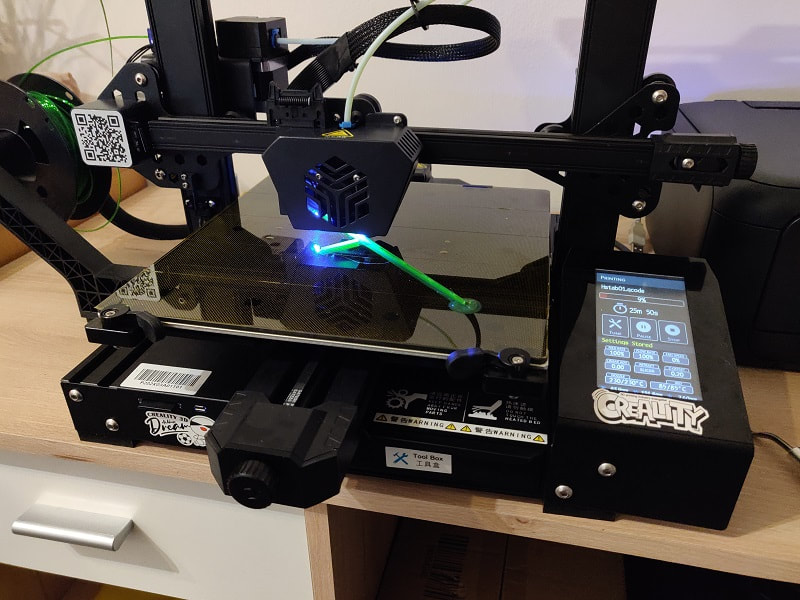
Mein Prusa i3 hat gute Dienste verrichtet, jedoch gehörte er schon zum alten Eisen und bekam immer mehr Wehwechen. Irgendwann war es dann soweit und das komplette Hotend hätte getauscht werden müssen - das war mit dann den Arbeitsaufwand nicht mehr wert...
Nach einer kurzen Suche stand fest dass es ein Creality CR6 SE werden würde, welcher die Nachfolge antreten soll. Die größe des Druckbetts ist für mich völlig ausreichend, und die Auoleveling Funktion fand ich als sehr gut gelöst.
Nach einer kurzen Suche stand fest dass es ein Creality CR6 SE werden würde, welcher die Nachfolge antreten soll. Die größe des Druckbetts ist für mich völlig ausreichend, und die Auoleveling Funktion fand ich als sehr gut gelöst.
Der Aufbau:
Der Aufbau ist innerhalb von ein paar Minuten erledigt und besteht eigentlich nur aus der Montage der Traverse. Der Rest ist selbsterklärend und mit wenigen Handgriffen erledigt. Ich würde jedoch direkt empfehlen die Community Firmware aufzuspielen - diese hat einige Vorteile gegenüber der originalen.
Simplify 3D Grundeinstellungen
Als Slicer verwende ich Simplify3D und bin damit absolut zufrieden.
Gerne teile ich meine Grundeinstellungen mit euch:
Gerne teile ich meine Grundeinstellungen mit euch:
Tools -> Options -> Machine
Machine Type: Cartesian robot
Build Volume: X-Axis: 235mm ; Y-Axis: 235mm ; Z-Axis: 250mm
Flip build table axis: X
Machine Type: Cartesian robot
Build Volume: X-Axis: 235mm ; Y-Axis: 235mm ; Z-Axis: 250mm
Flip build table axis: X
Starting Script:
; Preamble
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
; - Home - this is used with the strain gauge as a zero position for the Z-offset
G28
; Remove the ";" before the next line if you want to level before each print (not recommended because it is not necessary)
;G29
; Now we know the positions we can move out of the way and happily droop at the side of the bed
M104 S[extruder0_temperature]
M140 S[bed0_temperature]
G0 Z10
G0 X0 Y0
; Now wait for the temperatures to reach
M190 R[bed0_temperature]
M109 S[extruder0_temperature]
; And we can now draw our purge line
G92 E0 ;Reset Extruder
G1 X0 Y10 Z0.2 F5000.0 ;Move to start position
G1 X0 Y220.0 Z0.2 F1500.0 E15 ;Draw the first line
G1 X0.5 Y220.0 Z0.2 F5000.0 ;Move to side a little
G1 X0.5 Y100 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 E-2 F1500
G92 E0 ;Reset Extruder
; Preamble
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
; - Home - this is used with the strain gauge as a zero position for the Z-offset
G28
; Remove the ";" before the next line if you want to level before each print (not recommended because it is not necessary)
;G29
; Now we know the positions we can move out of the way and happily droop at the side of the bed
M104 S[extruder0_temperature]
M140 S[bed0_temperature]
G0 Z10
G0 X0 Y0
; Now wait for the temperatures to reach
M190 R[bed0_temperature]
M109 S[extruder0_temperature]
; And we can now draw our purge line
G92 E0 ;Reset Extruder
G1 X0 Y10 Z0.2 F5000.0 ;Move to start position
G1 X0 Y220.0 Z0.2 F1500.0 E15 ;Draw the first line
G1 X0.5 Y220.0 Z0.2 F5000.0 ;Move to side a little
G1 X0.5 Y100 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 E-2 F1500
G92 E0 ;Reset Extruder
Ending Script:
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z1 F2400 ;Retract and raise Z
G90 ;Absolute positionning
G1 X0 Y200 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z1 F2400 ;Retract and raise Z
G90 ;Absolute positionning
G1 X0 Y200 ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
Prinzipiell verwende ich folgende Basiseinstellungen für den Druck mit PETG:
Extrusion width: 0,4mm
Retraction length: 4,5mm
Reatraction speed: 60mm
First layer speed: 60%
Top solid layers: 5
Bottom solid layers: 5
Outline / Perimeter shells: 3
Temperature extruder: 230°C
Temperature bed: 80°C
Cooling: 1st layer: 0 , 2nd layer: 30%
Increase fan speed for layers below 10 seconds, bridging fan speed overrwirte: 50%
Default printing speed: 45mm/s
Outline / Solid infill underspeed: 70%
X,Y Axis movement speed: 500mm/s
Z Axis movement speed: 5mm/s
Bridging extrusion multiplier: 140%
Bridging speed multiplier: 100%
Extrusion width: 0,4mm
Retraction length: 4,5mm
Reatraction speed: 60mm
First layer speed: 60%
Top solid layers: 5
Bottom solid layers: 5
Outline / Perimeter shells: 3
Temperature extruder: 230°C
Temperature bed: 80°C
Cooling: 1st layer: 0 , 2nd layer: 30%
Increase fan speed for layers below 10 seconds, bridging fan speed overrwirte: 50%
Default printing speed: 45mm/s
Outline / Solid infill underspeed: 70%
X,Y Axis movement speed: 500mm/s
Z Axis movement speed: 5mm/s
Bridging extrusion multiplier: 140%
Bridging speed multiplier: 100%
Verbesserungen:
Original aus der Schachtel funktioniert der CR6 SE schon sehr gut, jedoch gibt es vier Punkte denen es sich lohnt Aufmerksamkeit zu schenken.
|
1. Community Firmware:
Für den CR6 SE gibt es eine Community Firmware welche deutliche Verbesserungen gegenüber der original Firmware beinhaltet. Um ein paar davon aufzuzählen: Einstellung des Z-Offset während des Drucks (Der Abstand zum Druckbett kann während des druckens des ersten Layers eingestellt werden - das ist extrem nützlich. Linear Advance - Basierend auf den zukünftigen Bewegungen des Druckkopfes wird der Materialfluss verstärkt oder reduziert. Ecken bleiben dadurch eckig und under-extrusion am Beginn eines Layers sollten damit der Vergangenheit angehören. Die Firmware wird auch Githb gehostet und kann dort frei runtergeladen werden. Ebenfalls dort inkludiert ist eine Anleitung wie sie korrekt installiert wird. Als Wert für Linear Advance verwende ich aktuell ca. 0.2. |
|
|
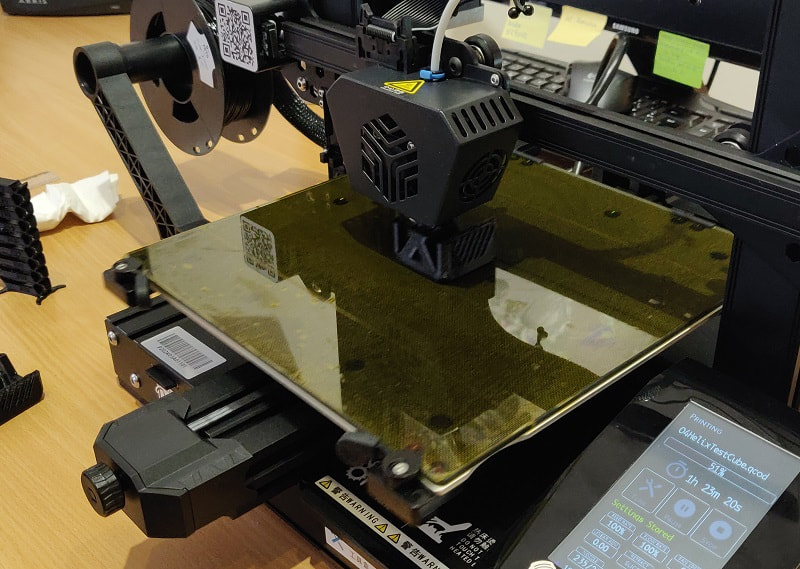
2. Druckbett
Original liefert Creality eine Glasplatte welche eine Beschichtung aufweist als Druckbett. Wenn man dem Internet Glauben schenken darf, dann funktioniert dies für PLA sehr gut, für PETG konnte ich jedoch keine Haftung erzielen. Ich habe dann die Platte umgedreht um eine glatte Glasseite zu haben und habe diese mit Kapton Tape überzogen. Dies hat perfekt funktioniert und ich kann es nur empfehlen. Wenn einmal die Haftung nachlässt, dann wird sie mit Geschirrspülmittel gereinigt oder gleich neu überzogen. Ich möchte mir auch schon seit längeren die PEI Magnetplatte von 3D Jake kaufen, jedoch ist sie leider nie lieferbar wenn ich daran denke... |
|
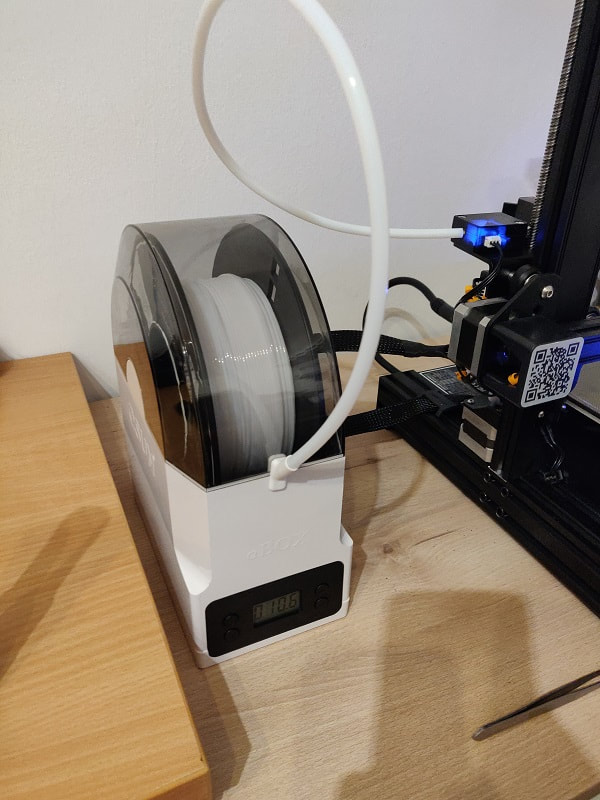
3. Filamentvorwärmer
Selbst wenn man PETG korrekt lagert nimmt es mit der Zeit etwas Wasser aus der Luft auf. Dies äussert sich in einer schlechten Druckqualtät bei der es alle paar mm zu kleinen "Explosionen" an der Druckdüse kommt (das Wasser wird über die Siedetemperatur erhitzt und verdampft sobald es atmosphärisch wird). Ich habe mir daher einen Filamentvorwärmer gekauft, um ältere Filamente wieder problemlos verwenden zu können. Ich kann dazu besonders dieses Modell von eSun empfehlen, da hier nucht nur ein Heizelement, sondern auch ein Gebläse verbaut ist um die warme Luft zu zirkulieren. Neben der Wiederverwendbarkeit älteren Filaments habe ich auch einen deutlichen Qualitätsunterschied der Oberflächen der Drucke festgestellt. |
|

|
4. Besserer Bowdenzug
Der originale Bowdenzug hat einen Innendurchmesser welcher deutlich größer ist als das Filament. Ich habe daher einen Capricorn Bowdenzug verbaut welcher hier einen deutlich geringeren Durchmesser aufweist. Aufgrunddessen konnte ich die Retraction length von <6,5mm auf 4,5mm reduziert. |
Fazit:
Zielgruppe: Anfänger bis Profi
Fertigstellung: Gering
Leistung: Sehr gut
Preis/ Leistungsverhältnis: Sehr gut
Ein 3D Drucker welcher vollumfänglich überzeugt. Das Levelingsystem ist genial, der Aufbau durchdacht und die Qualität sehr hoch. Das Verbesserungspotential hält sich in Grenzen, stellt jedoch eine deutliche Bereicherung dar.Von meiner Seite her gibt es eine klare Kaufempfehlung.
Fertigstellung: Gering
Leistung: Sehr gut
Preis/ Leistungsverhältnis: Sehr gut
Ein 3D Drucker welcher vollumfänglich überzeugt. Das Levelingsystem ist genial, der Aufbau durchdacht und die Qualität sehr hoch. Das Verbesserungspotential hält sich in Grenzen, stellt jedoch eine deutliche Bereicherung dar.Von meiner Seite her gibt es eine klare Kaufempfehlung.
